English
English
Guida alla progettazione di lamiere, produzione di plastica, fabbricazione di lamiere, prototipi
Questa guida vi aiuterà a preparare i vostri pezzi di lamiera per la produzione.
1. Perché è importante la producibilità?
La progettazione per la produzione, nota come DFM, assicura che i componenti progettati possano essere prodotti, il che è fondamentale per l'outsourcing. Aiuta a ridurre le revisioni e i tempi di consegna.
2. Panoramica
Selezione dei materiali
- Acciaio inox
- Acciaio (non trattato)
- Acciaio zincato
- Alluminio
- Ottone
- Rame
Finiture
Offriamo le seguenti finiture per i vostri componenti in lamiera:
- Saldatura di componenti in lamiera con MIG e TIG
- Rivettatura
- Verniciatura a polvere
- Placcatura
Calibro
Il calibro indica lo spessore della lamiera, a seconda del materiale.Per esempio, nell'acciaio inossidabile, il calibro 18 corrisponde a uno spessore di 1,270 mm, mentre nell'alluminio il calibro 18 equivale a 1,024 mm.
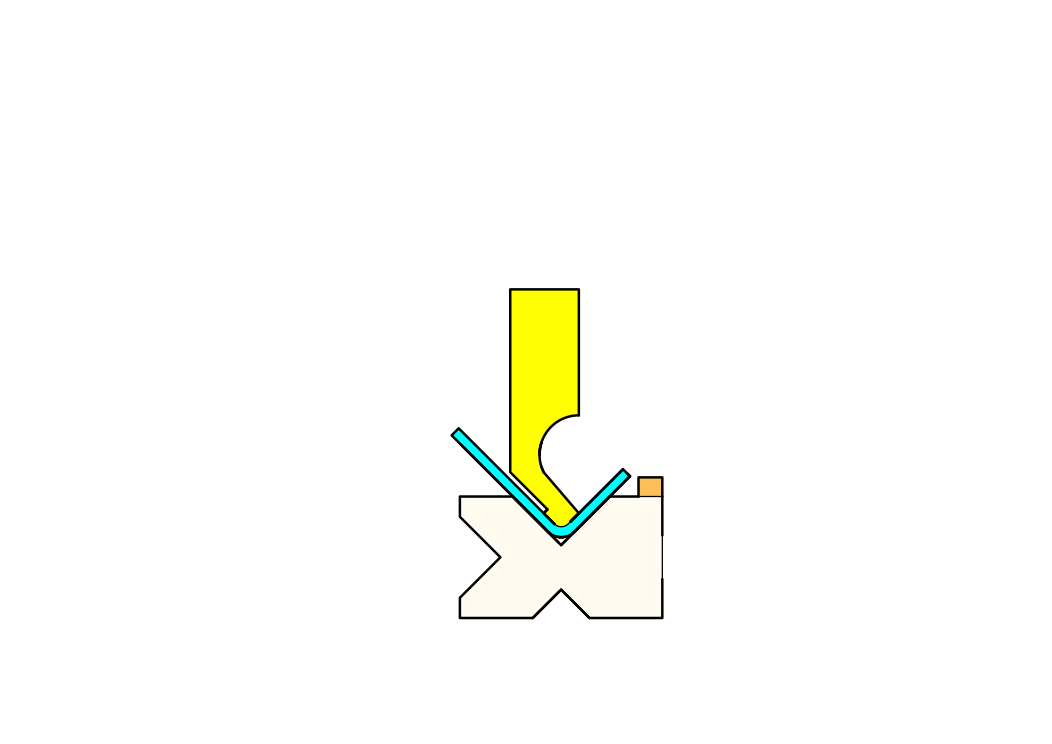
Piegatura
Una piegatura è la deformazione di una lamiera su un asse. Si effettua con un punzone e una matrice.
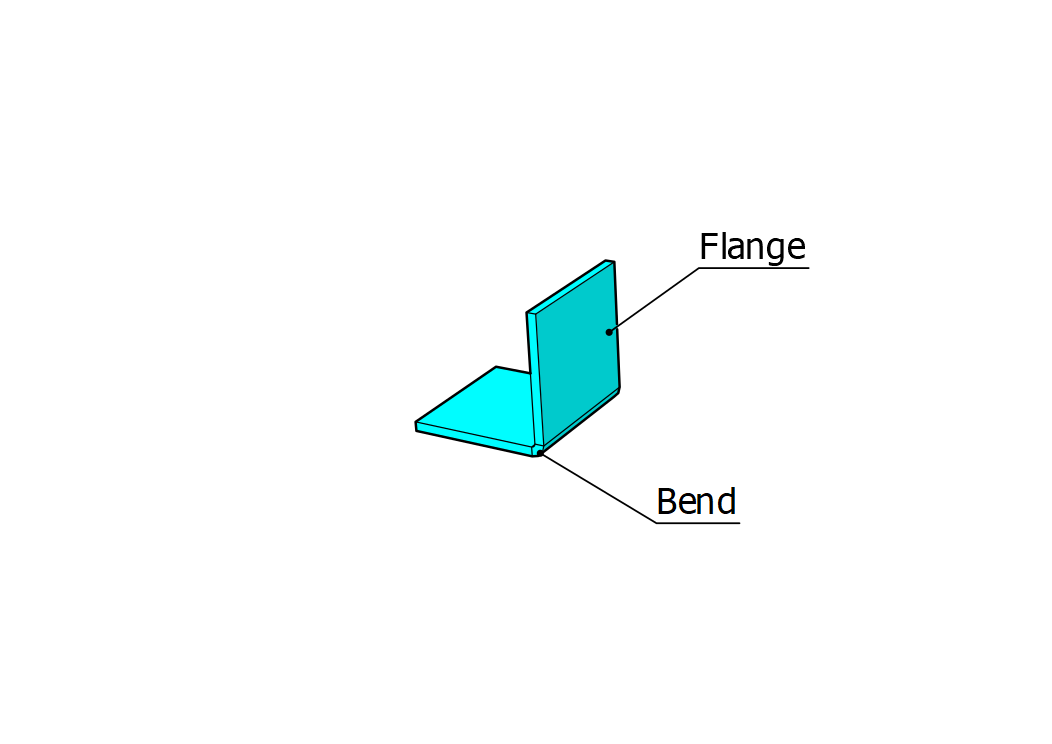
Flangia
Una flangia è una parte formata di lamiera. Viene realizzata mediante piegatura.
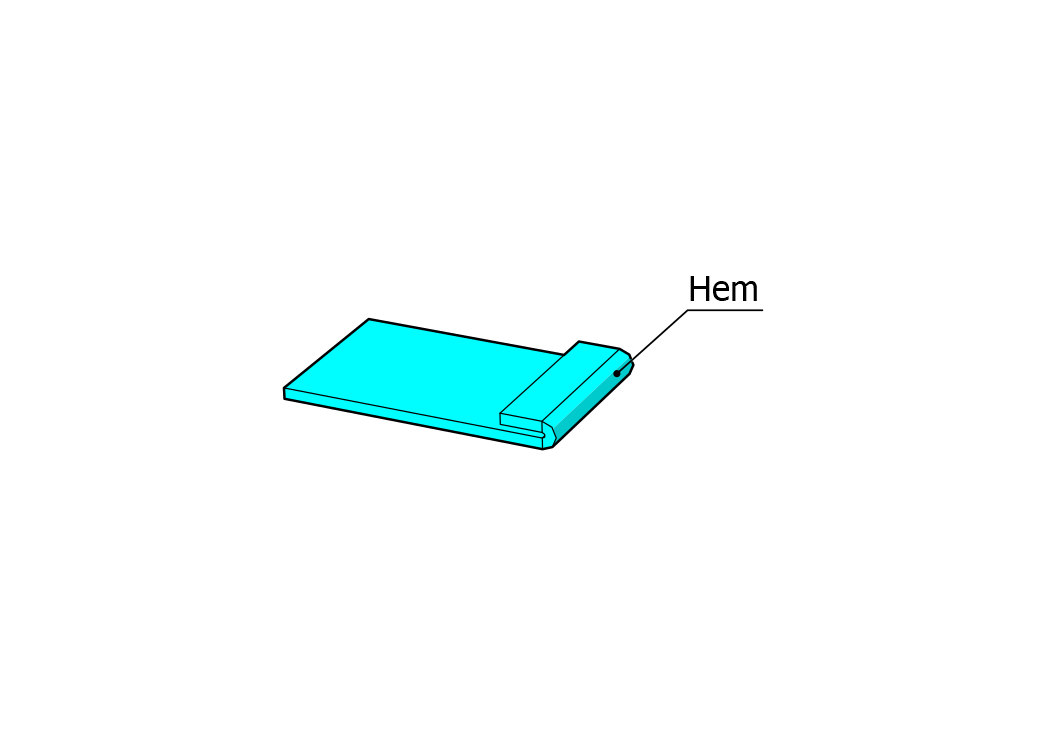
Orli
Per orlare un bordo laminato, la lamiera viene laminata fino a che non è a filo con se stessa. Si realizza piegando la lamiera a 180°.
Linguette
Una linguetta è una piccola forma estrusa dalla lamiera. Viene utilizzata per rinforzare il pezzo o per aggiungere ulteriori funzionalità.
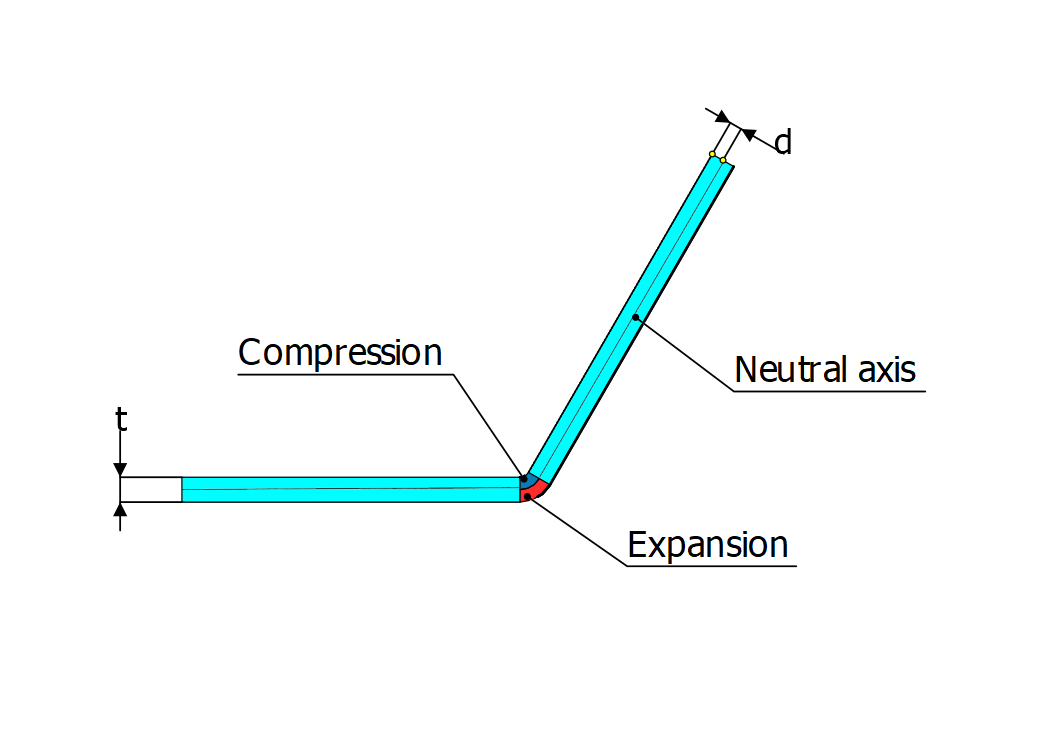
Asse neutro e fattore K
Una parte di lamiera è soggetta a forze di compressione e di espansione durante la flessione.
L'asse neutro è una sezione in cui non ci sono forze e la sua posizione varia a seconda del materiale della lamiera.
Il fattore K è un rapporto tra la distanza tra l'asse neutro e lo spessore della lamiera.
3. Come si ottiene la producibilità?
Per garantire che i pezzi progettati possano essere prodotti, è necessario adottare le migliori pratiche per migliorare la producibilità e ottenere prodotti di alta qualità.
4. Quali sono le migliori pratiche?
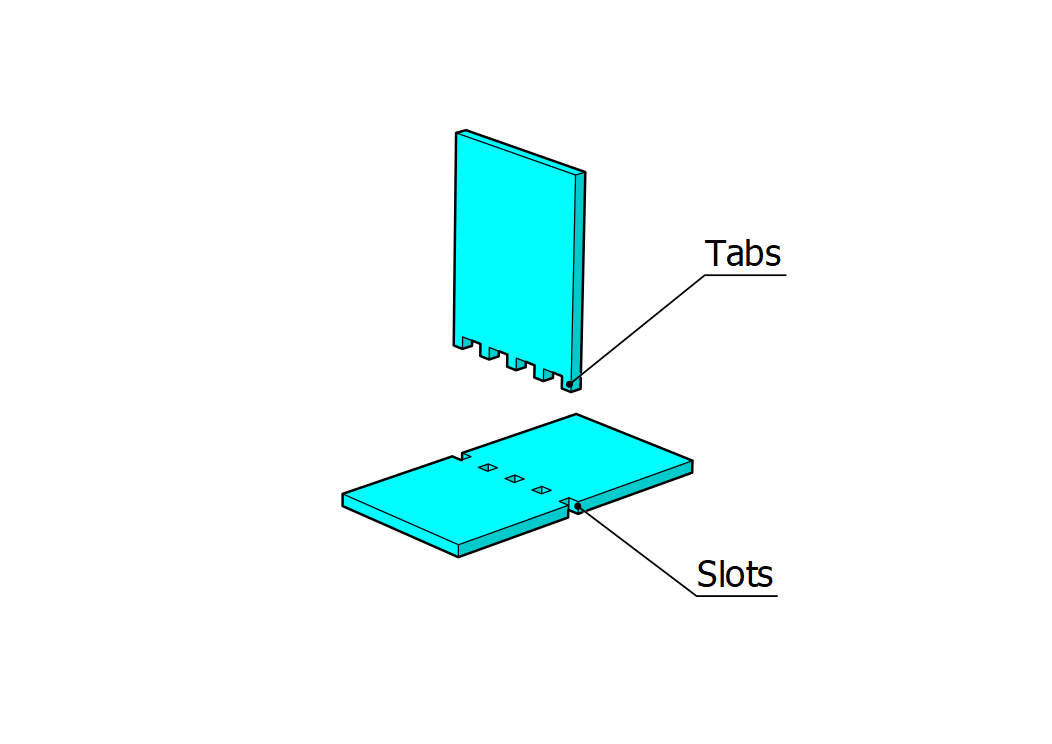
Modello piatto
Un modello piatto non deve intersecarsi.
Spessore uniforme delle pareti
Le parti sono formate da una lamiera e i pezzi progettati devono avere lo stesso spessore (t). Lo spessore della lamiera consigliato va da 0,02 a 0,3 pollici.
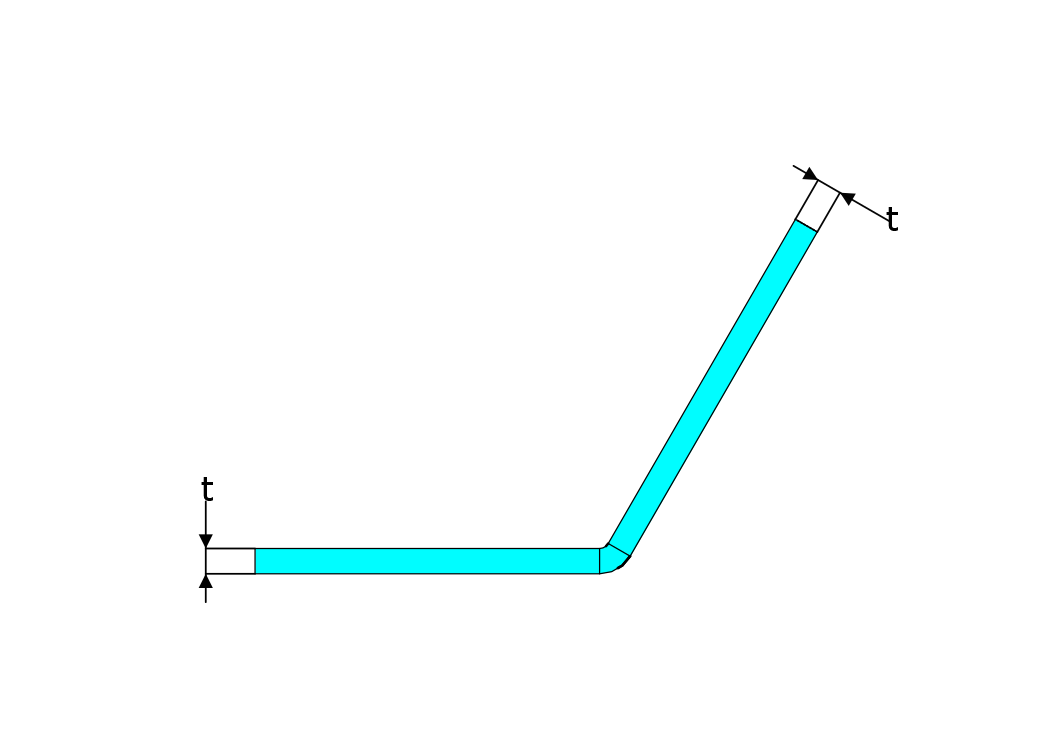
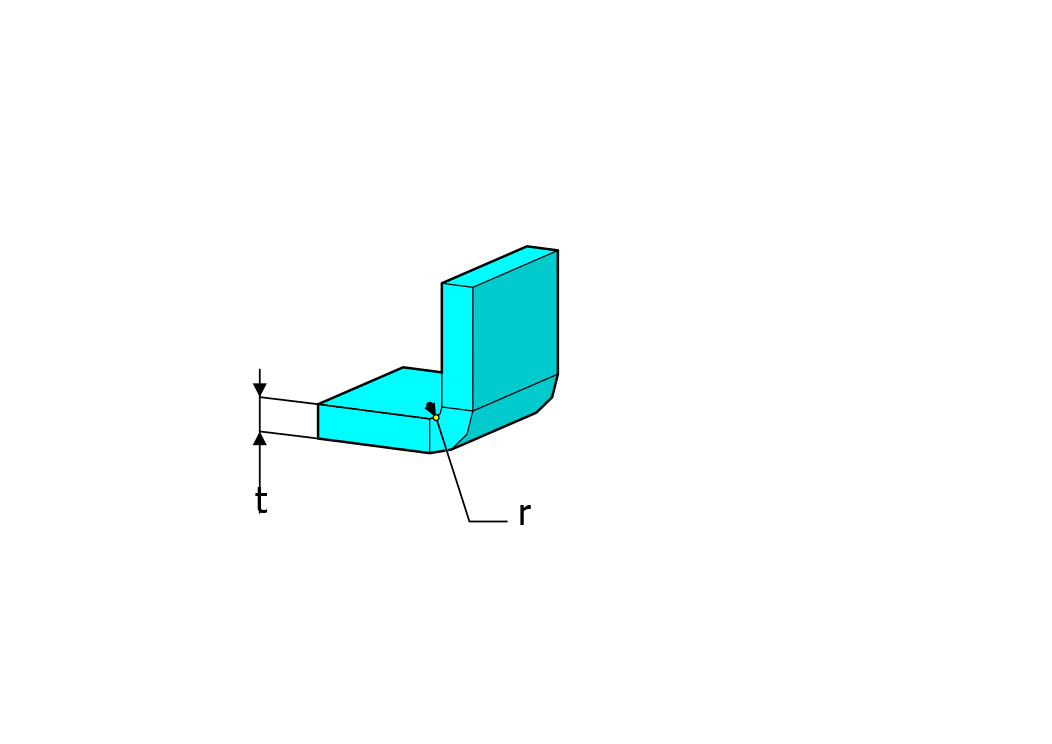
Raggio di curvatura (raggi)
Le parti in lamiera devono avere un raggio di curvatura per evitare cricche. Il raggio di curvatura (r) deve essere compreso tra uno e lo spessore della lamiera (t).
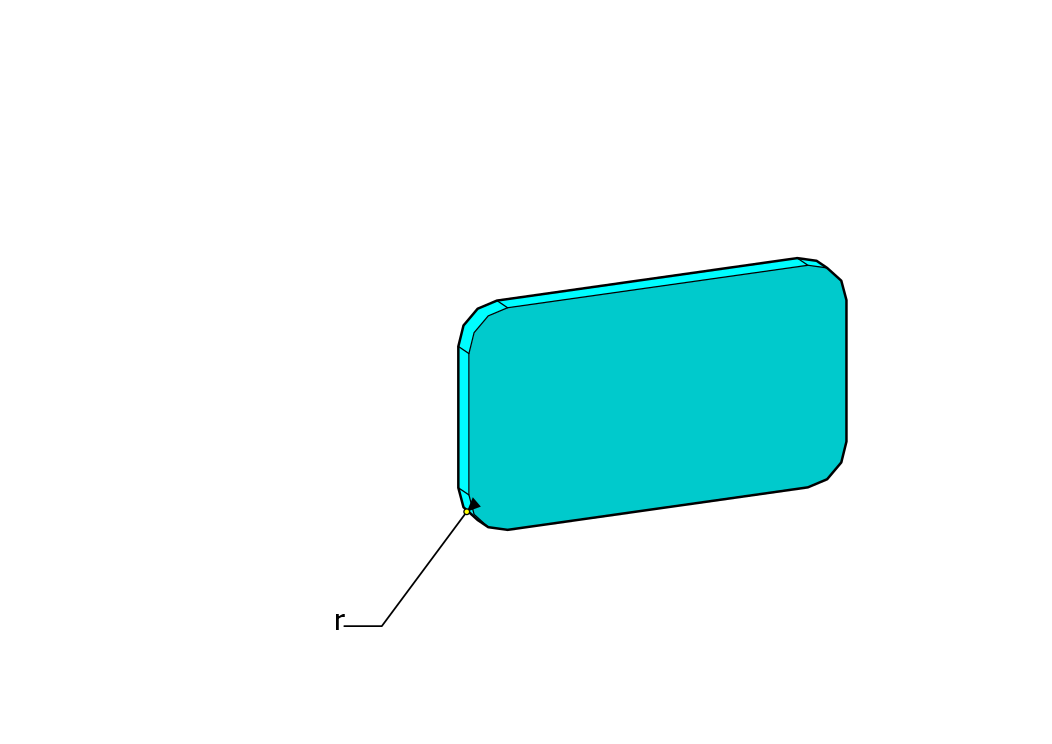
Aggiungere angoli
Le parti in lamiera possono avere spigoli vivi. L'aggiunta di angoli per interrompere gli spigoli vivi è una buona cosa che può proteggere gli utenti e dare una finitura liscia ai pezzi.
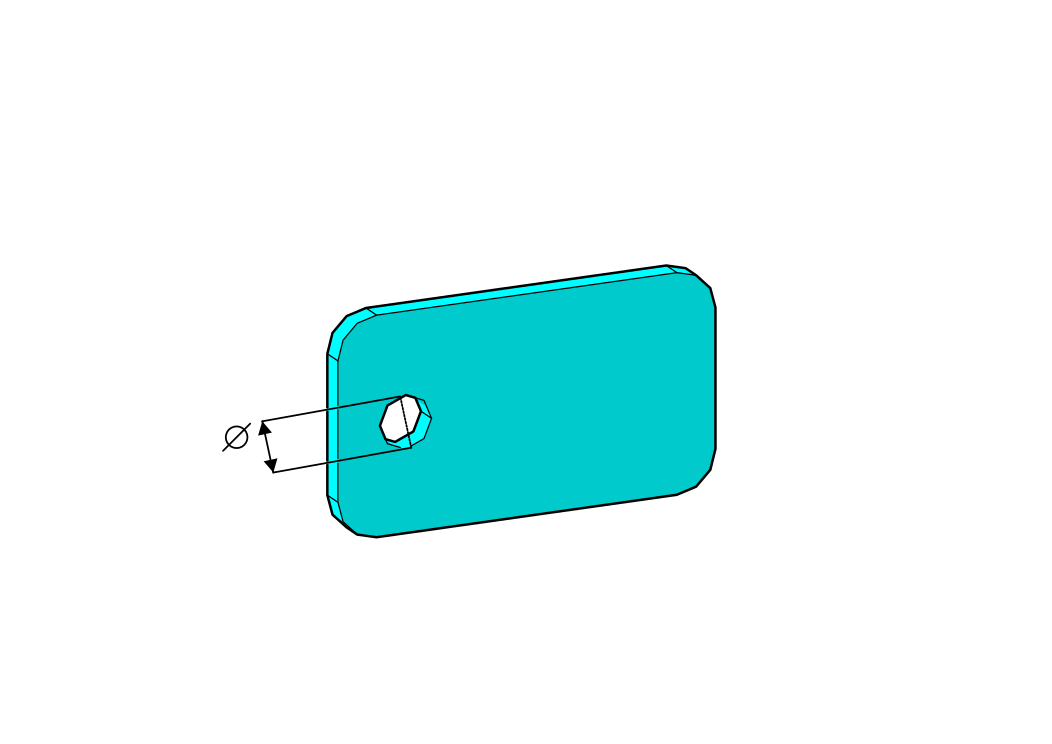
Diametro minimo dei fori
Se i fori hanno un diametro inferiore allo spessore della lamiera, il pezzo può subire deformazioni. Il diametro consigliato deve essere superiore allo spessore della lamiera.
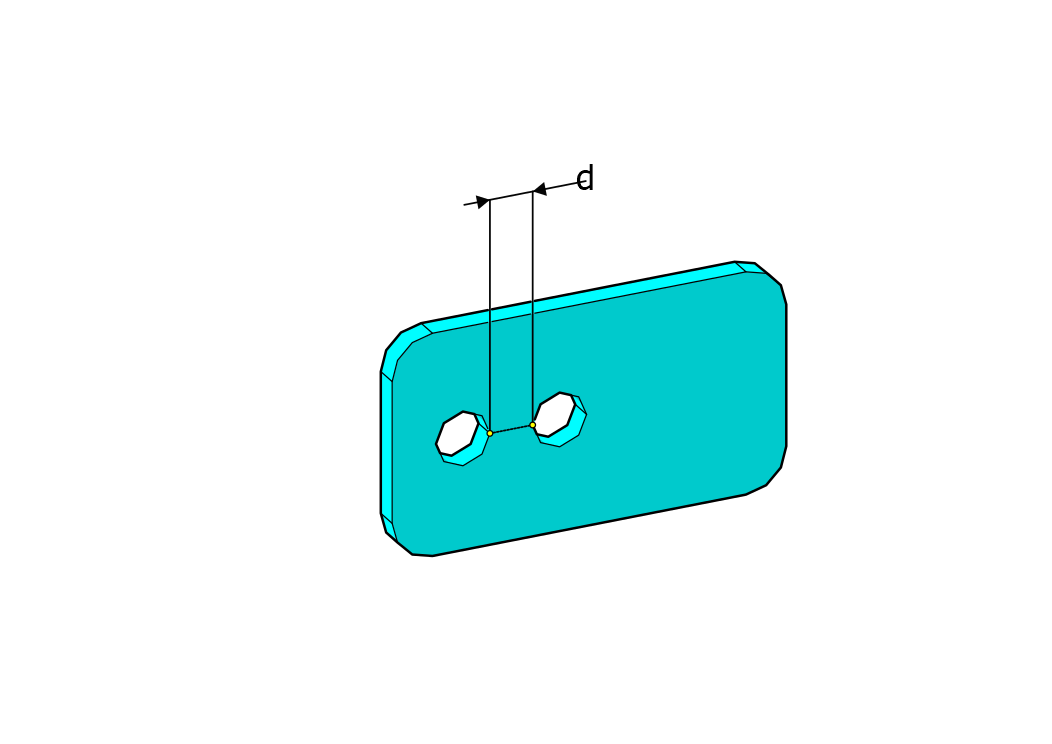
Distanza tra i fori
La distanza tra i fori deve essere almeno tre volte lo spessore.
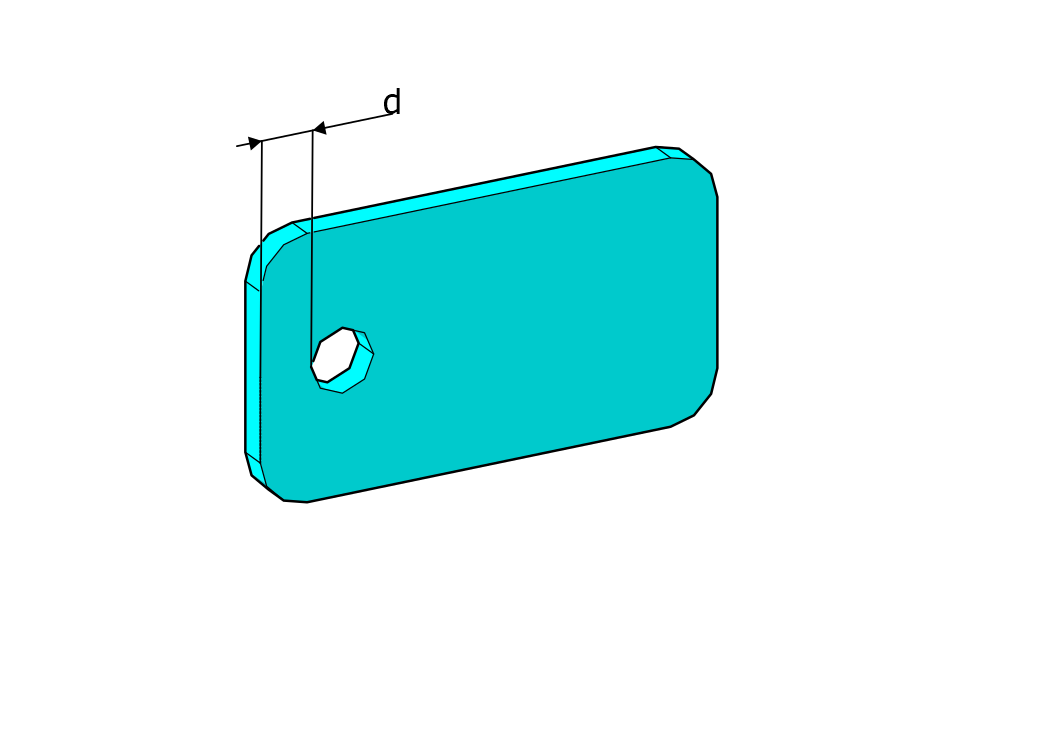
Distanza tra fori e bordi
La distanza tra il foro e il bordo deve essere maggiore dello spessore della lastra.
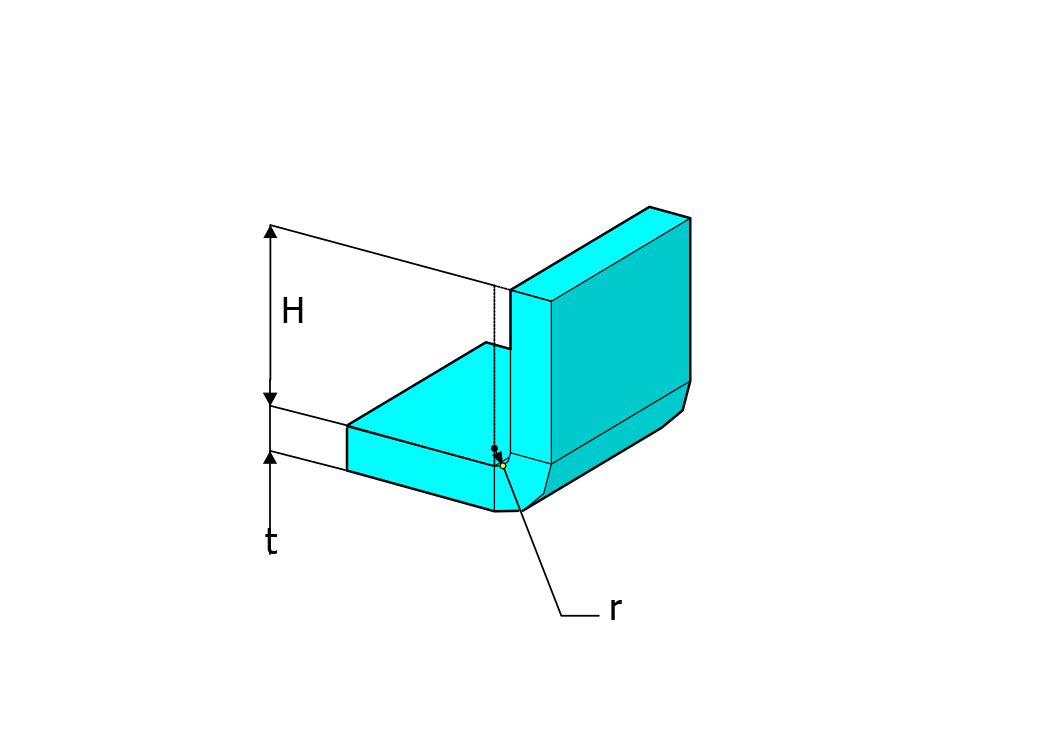
Altezza minima curva
Le curve devono essere più alte della somma di due volte lo spessore più il raggio.
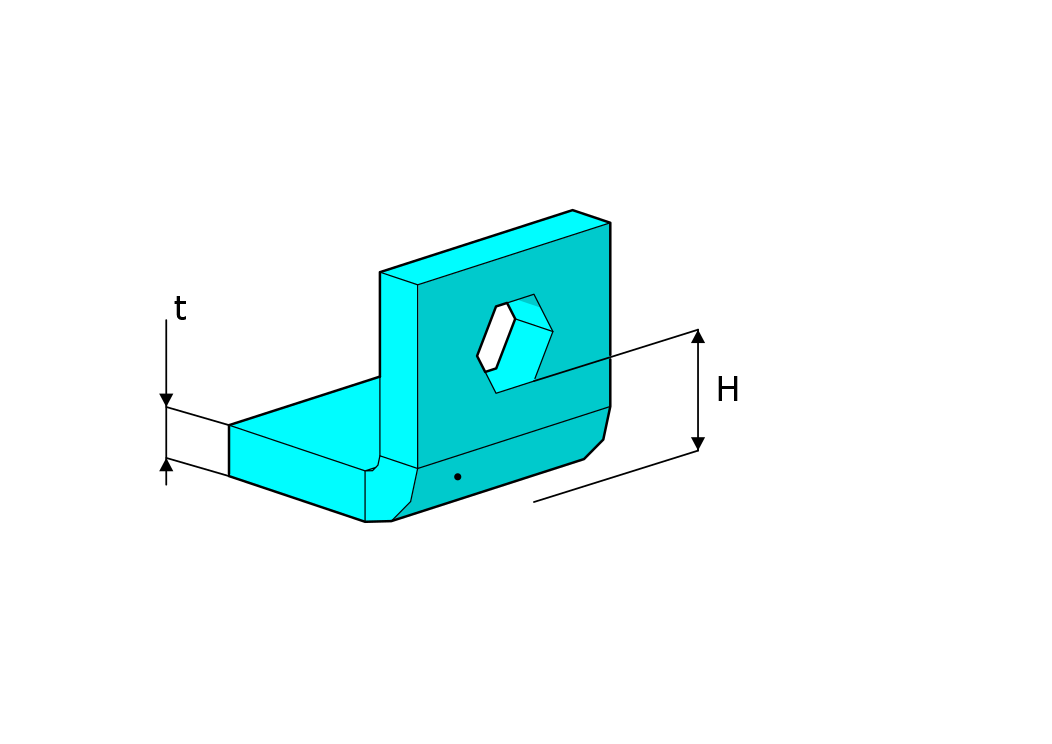
Distanza tra fori e curve
L'altezza dei fori (H) deve essere superiore a tre volte lo spessore (t).
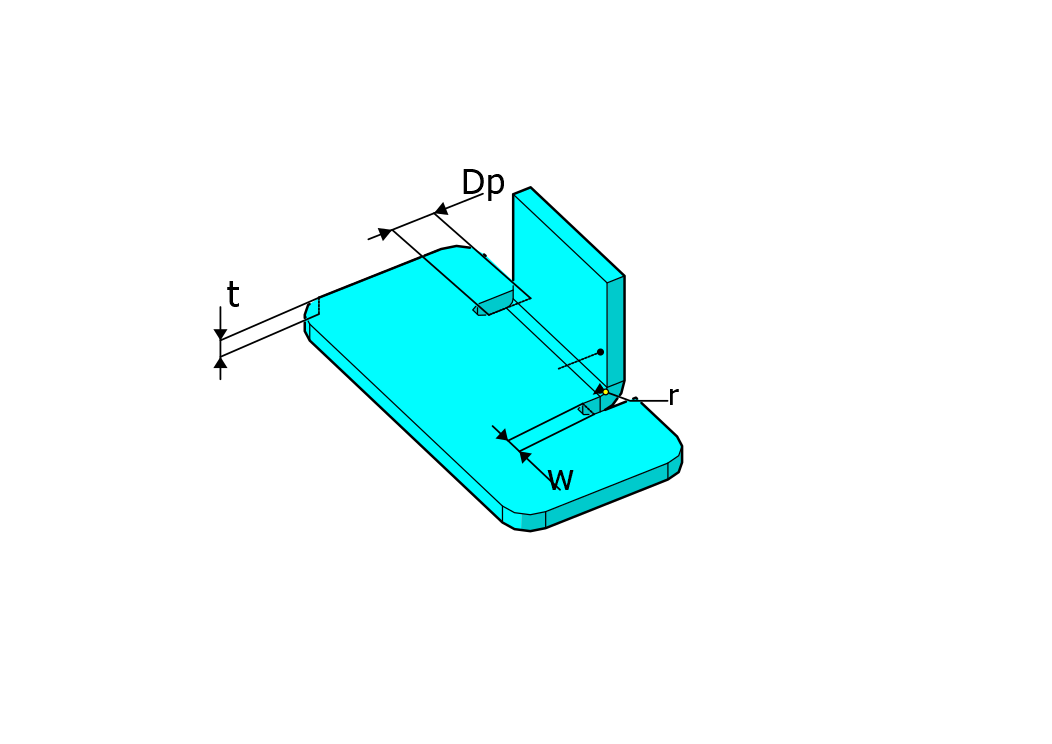
Rilievo di piegatura
Il rilievo di piegatura è un taglio praticato accanto a una piegatura quando c'è un materiale su entrambi i lati per evitare strappi e deformazioni della lamiera durante la piegatura. La larghezza del rilievo di piegatura (w) deve essere pari a una volta e mezza lo spessore della lamiera (t). Il rilievo di piegatura (Dp) deve essere superiore alla piegatura.
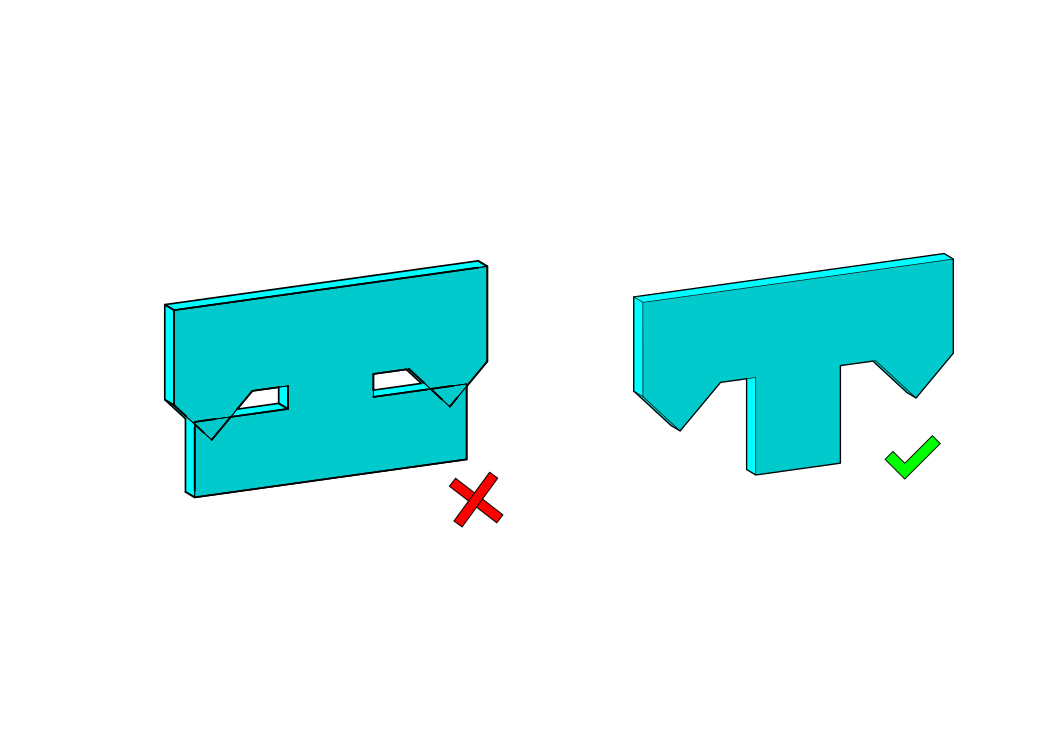
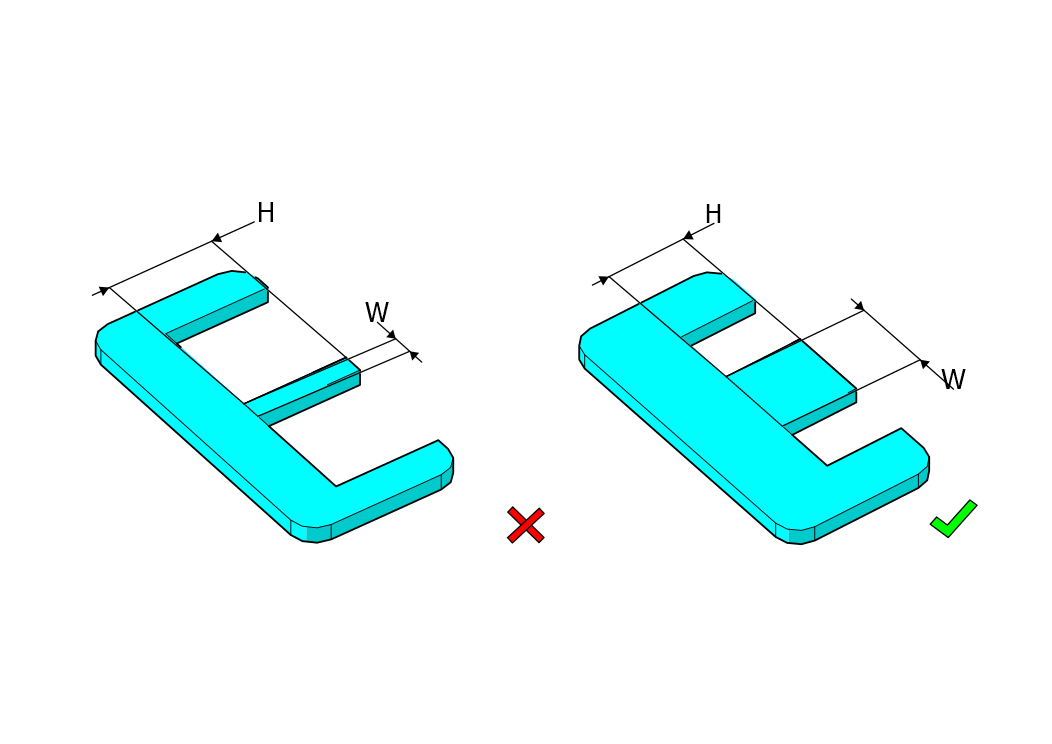
Intagli
La larghezza dell'intaglio deve essere maggiore dello spessore della lastra (t) e l'altezza (H) non deve superare cinque volte la larghezza (W).
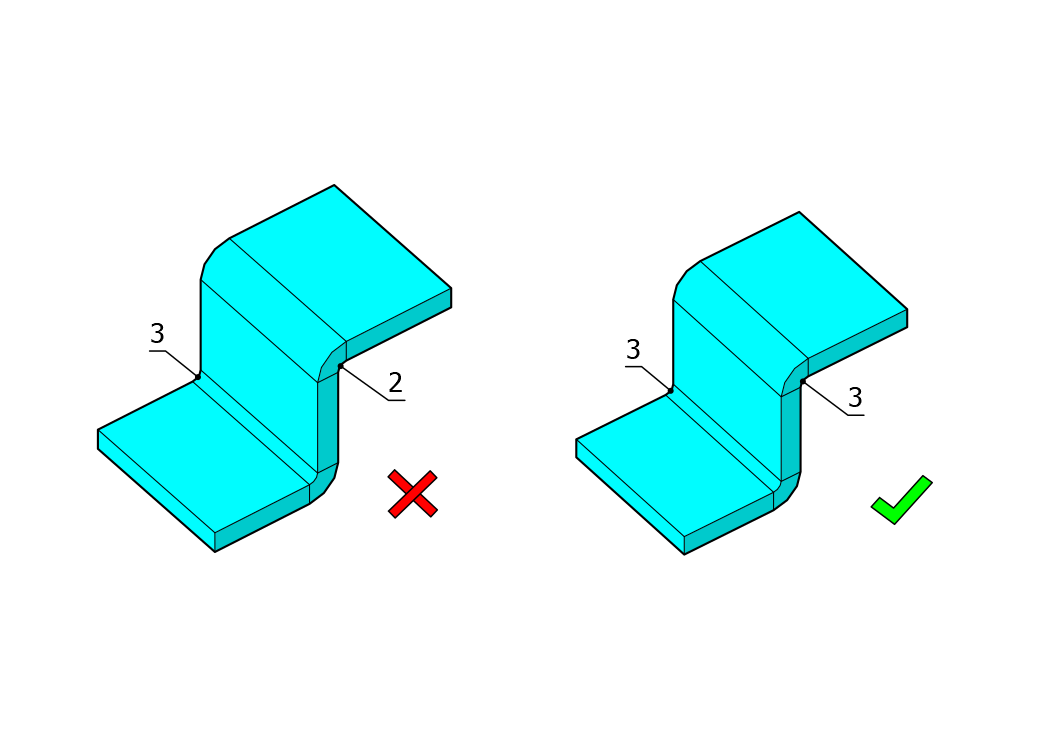
Coerenza delle curve
Mantenere lo stesso raggio di curvatura in tutte le curve è più efficace per ridurre al minimo i costi di piegatura.